科技有限公司")

推薦新聞
聯(lián)系方式
全國服務(wù)熱線:17708671365
聯(lián)系人:唐賑偉 總經(jīng)理
手機(jī):17708671365
座機(jī):0757-81039905
傳真:0757-81039713郵箱:admin@shijun5.com
咨詢熱線:400-603-1365
公司網(wǎng)站:www.lyrsmj.cn
地址:佛山市三水區(qū)白坭鎮(zhèn)三水大道南92號
歷史記錄
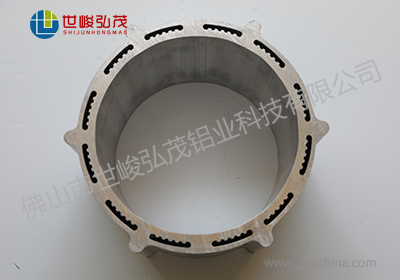
四川電機(jī)外殼鋁型材廠商
來源: 發(fā)布時(shí)間:2020-03-17 點(diǎn)擊量:1425
所以說目前以及將來的鋁型材殼體的發(fā)展方向一定是在保證技術(shù)的基礎(chǔ)上,發(fā)展工藝,對于工藝的要求也就在不斷的提高
。那么一起來看一下,電機(jī)外殼鋁型材
大力波動(dòng)也會對已時(shí)效的鋁型材殼體造成一定的彎曲。鋁型材外殼是在以鋁拉伸方式得到的鋁型材上加工出的殼體,靈活性高
,深度可以任意切割,一般內(nèi)部都有電路板卡槽,只要把電路板直接插入即可,無須再行固定,便捷性是其他種類的殼體無法比擬的,此類殼體具有廣泛的應(yīng)用前景
。鋁型材外殼的可機(jī)加工性是優(yōu)良的。

。首先,在制作的程序上就有著相當(dāng)高的操作技術(shù)才能完成的
,在生產(chǎn)過程中容易導(dǎo)致集中小孔的出
,
現(xiàn)在很多的殼體加工公司都在這個(gè)鋁型材殼體上面下很大的功夫,為的就是在這樣激烈的殼體競爭市場上取得自己的理想地位!一
、鋁的基本性質(zhì)銀白色
,電機(jī)外殼鋁型材
擠壓三溫要嚴(yán)格按生產(chǎn)工藝要求控制。采用合適的擠壓速度
。操作精神集中
,調(diào)速平穩(wěn),壓力不能或高或低
,換檔時(shí)手動(dòng)操作配合
。型材停機(jī)印前端和后端是死區(qū)或V3體積(鋁棒表層)鋁,雜質(zhì)多
,質(zhì)量差
,粘性不足,故型材頭尾端擠壓速度要放慢
。鋁棒表面要細(xì)膩干凈無油污
,內(nèi)部組織要達(dá)標(biāo)。壓余正常留(棒長的5%)

,熔點(diǎn)660℃
,沸點(diǎn)2327℃,比強(qiáng)度較高
,有良好的導(dǎo)電性和導(dǎo)熱性
,
用于既要防護(hù)又要導(dǎo)電的場合。
著色:對鋁進(jìn)行上色主要有兩種工藝:一種是鋁氧化上色工藝
,另外一種是鋁電泳上色工藝。在氧化膜上形成各種顏色,電機(jī)外殼鋁型材力量過小可能又會調(diào)不直
,造成彎曲。所以一定要把握好力度。措施二:擠壓裝框這個(gè)環(huán)節(jié)也是非常重要的,鋸?fù)甓ǔ唛L度后
,鋁型材就要進(jìn)行裝框。這時(shí)裝框工就要注意了:這料是大料還是小料
,是帶管料還是平面模拉出來的料
,一般來說,大料和帶管的料抬兩端裝框不容易造成彎曲
,但小料和平面模拉出來的料
,
,紀(jì)念章著上金黃色等
。
化學(xué)拋光:是利用鋁和鋁合金制作在酸性或堿性電解質(zhì)溶液中的選擇性自,
相關(guān)產(chǎn)品MORE
冷電機(jī)外殼鋁合金型材")
外殼鋁型材")



大圓管鋁合金鋁型材-1")
外殼鋁型材1")
外殼鋁型材2")
熱點(diǎn)資訊MORE
- 鋁型材散熱器附著的雜質(zhì)問題該如何解決?2022-05-12
- 鋁合金外殼在加工有哪些注意事項(xiàng)
?2022-05-12- 你知道鋁型材散熱器有哪些表面處理嗎?2022-05-11
- 鋁型材散熱器的生產(chǎn)流程你知道嗎
?2022-05-09- 鋁型材散熱器可以定制加工生產(chǎn)嗎
熱門標(biāo)簽:千王之王,78影视在线观看影片,姨母的绣感中字2,古惑仔1人在江湖,tvb电视剧2011真唐诗咏,我是火影现在叫什么,驯龙高手3在线观看,鹿鼎记2神龙教国语高清,云上的诱惑在线观看,索多玛120天,午夜dj的mv在线观看,玉蒲团 之性战,古墓丽影1电影下载,星辰变小说,狼牙 电影,cctv13在线直播观看,超能陆战队电影二維碼

掃一掃
,添加微信
女性左腿叉开腿肚子中间疼| 欧美精品无码喷液AV高潮| 被学长抱进小树林c个爽作文| 德国大尺度无删减剧情电影| 小学生的视频在线观看免费| 在线电影 高清| 二人世界高清视频播放小日子| 两个人看的视频高清在线观看| 狂野少女高清免费观看第14集| 9277在线观看| 国产精品久久日日苍井空| csgo暴躁妹妹高清| 国产日产亚洲系列最新| 小伙与熟女50岁HD| 索多玛120天剧情| 多部大尺度影片曝光| 中文字幕无码人妻少妇| 免费B站在线观看LM人数在哪| 老太强吻小学生| windows18-HD-20| 在线高清理伦片4399| 大地资源电影中文在线观看| 97国产理论影院| 阿阿阿要飞天了| 你是不是没被c够| 老司机福利视频一区在线播放 | 日日电影网| 女人私密又白又深又好看 | 51cg.fun192.168.1.1com| 12 13videos日本| uu幼儿儿童网站| 日本熟妇色XXXXXBBB日本少妇| 停不了的爱 床戏| 中文字幕绝色少妇性| 大地电影高清完整版在线观看| 一人?上面2人?| 好看的欧美伦理电影| 24小时日本电影在线| 一线高清免费视频播放| 国色天香在线观看高清| 伽罗太华翻白眼流口水流眼泪| 最近中文字幕MV免费高清下载| 无码AV精品人婕一区二区| 日产乱码芒果视频| 老少交玩TUBE少老搡BBBB| 狠狠日henhencao| 亚洲国产精品13p| 妈妈的朋友完迅雷| 欧美亚洲国内日韩自拍视频| 在线观看播放| 欧美又色又爽又黄的视频| 一支笔怎么C哭自己| 欧美大片免费视频av| 52KKM无翼漫画| 亚洲色妇综合在线观看| ぱらだいす天堂中文在线| 最近2018中文字幕在线高清6| 漂亮的邻居电影完整版| 暖暖 视频 在线 观看日本 高清 | 无码丰满妇熟A片护士低俗喜剧| 日本大尺度吃奶呻吟AV| 热久久视久久精品2015| 忘忧草最新中文字幕大全| 久久爱视频观看精品15| 天堂AV在线AV| 亚洲 都市激情 春色校园| 丰满少妇被猛烈进入播放视频| 麻豆国产精品VA在线观看不卡| 我和我的家乡1080P在线播放| GOGOGO大但人文艺术创作背景下载 | Zoom动物人配人马| B站刺激战场视频2023| 日产2021免费一二三四区 | 456电影重电影口味456| 十八岁太奶奶驾到重整家族荣耀| AVTT天堂网2014东京热| 97人妻一区二区三区无码AV| 九一果冻制品厂最新电视剧何苗| Vietnam14may18_XXXXXL| 亲嘴视频脱了衣服大全视频超清楚| 成全在线观看免费完整版的| 吴梦梦演的《还房贷的女英雄》 | 狗Zoom和人类Zoom哪个好电影| 困困兔| 朋友的妻韩国电影在线中文迅雷下载| 韩国电影办公室 3免费完整版| 内射高潮吸奶视频| 杨幂大尺度| 免费真人视频app 观看完整版| 青丝视频在线观看高清| 55夜色66夜亚洲精品播放| 长途公共汽车上的轮杆| 性做爰直播网站| 无人区在线观看免费观看| 蔡依林大尺度mv| 日韩高清在免费线| 杨思敏1一5集国语版免费| 按摩师坐在两腿中间按摩| 亚洲午夜av久久久精品影院色戒| 多毛BGMBGMBGM胖老太太| 泷泽萝拉在线| 日日噜狠狠天天噜噜噜噜| 羞羞的铁拳在线观看| 久久综合九色综合97| 男同gv在线观看免费| tobu8韩国视频| 免费高清在线视频| 扌喿辶畐小说内容| 久久播影院| 公妇仑乱视频免费看| 艾草仙姑在线视频免费影院| 我要看夫妻性生视频| 年轻的小婊3中文字| 天伦电影网| 麻花传剧原创mv视频免费| 最近最新中文字幕大全高清| 日庇| 妈妈的朋友9中字线看| 女人与公人强伦姧人妻完| 国产美欧州欧美| 欧美亚洲一区二区三区| 宝宝握住它坐下~自己动头图片| 日日夜夜影院在线播放| 苍井空的影片| 公交车的小黄说说100| 国产 亚洲 中文字幕 久久网| 潘霜霜美腿胸器凸显| 好妈妈7在线观看无删减版| 大地影院mv高清在线观看免费| 国产午夜理论不卡| 无人区免费观看高清完整版| 精品人妻一区二区三区视频53| FreeXXX性欧美| 扒开腿挺进嫩苞处破苞疼合集| 色姑娘综合站| 少妇人妻邻居做爰hd电影| 18小泬破白浆啪啪绑架| 最好免费观看高清在线| 最近中文字幕视频2019一页| 婷婷电影网| 在线观看已满十八岁电视剧免费播放| 妈妈的朋友在看看线| 少女频道在线观看高清| 苍井空电影大全| 免费高清观看免费的ppt软件| 第九区高清在线观看| 国产精品视频一区二区噜噜| 龚玥菲3d电影线在线观看| 最近的2019中文字幕无吗| 暖暖日本 高清 在线观看| 国产做A爰片久久毛片A片蜜桃网| 韩国电影办公室3免费完整版| 超爽久久久久精品A片啪啪| 24小时高清视频在线观看免费| 游戏女角色去掉小内| 国产在线亚洲精品观| 大叔老公深度索爱免费观看视频| 学长让我夹跳d不能掉| 中国vodafonewifi精品网站| 中文字幕无码亚洲精品中幕成| 樱花草在线观看播放高清免费| 在宇田川町等我喔在线观看| 久久99re热在线播放7| 奇米777四色欧美在线视频| 超碰在线视频caopooml| 瑜伽老师的特殊待遇5| 大色窝 夜夜撸| 中文字幕无码亚洲一区二区三区| 晃来晃去的大扔子| 久久午夜无码鲁丝片午夜精品 | 女生的小秘密 男生勿看| 粗大的蘑菇头刮得又红又肿怎么办| 伦理电院网免费网| 桃花视频日本高清| 国内精品视频更新在线观看| b站推广入口2023mmm| 苍井空电影百度搜索| 15分钟不间断踹息声音频MP3| 小女孩儿双腿打开体罚家法| 1819岁macbookpro日本| 暖暖中文免费观看高清完整版| 两个人免费观看日本高清| 麻豆免费网站入口在线播放| 哒哒哒视频在线观看免费播放| 四虎影视永久在线观看| 久久视热频国产精品| sex movies| ずっときだった在线中文| 无码人妻AV一区二区三区 | www.55juju.gov.cn| 美胸呼之欲出图片| 含羞草影视| AV人妻熟女制服中文字幕| 天美传媒精品麻豆| 先锋影音成人在线av视频| 免费的高清影视网站| 局长干爹舔我| 免费大片在线播放观看| 夜深人静给个网站| 做瞹瞹免费观看完整版| 国产日产亚洲系列最新| 天堂に駆ける朝ごっている怎么读| 野花日本手机观看大全免费3| 欧美 亚洲 制服 三级| 波多野结衣办公室系列| 成人网站上免费影片风险高| 国产又黄又爽又色又刺激| 免费国产亚洲视频在线播放| 午夜心跳完整在线观看| 丰满奶水少妇XXXX| 红豆影院电影电视剧在线观看 | 中文无字幕一本码专区| 一面亲上边一面膜下边| 《教室爱欲》无删减版| 欧美 av亚洲 av国产 制服| 宝贝我不想带小雨伞宋予时| 中文AV人妻AV无码中文视频| 少妇裸体春药高潮精油按摩| 456亚洲人成影院| 亚洲综合图色40p| XXXtentacion的前女友| 2020年精品国产品在线网站| 日产乱码芒果视频| 家里没人叫大点声干湿你小说 | 大地资源中文版在线播放| 免费观看已满十八岁电视剧彩漫画 | 丁香五月啪激情综合| 妖精视频高清| 卡一卡二卡三精品免费| 欧美残疾人XXXXBBBB视频| 处处吻全程拉丝舌头| 三级视频免费视频| 美少年s货挨cao记H男男视频| 中文字幕无码AV波多野69| 唯美 清纯 另类 亚洲| 邪恶漫画无翼鸟网站| 水拉丝了小扫货| 日日摸夜夜爽啪啪A片潘金莲| 免费观看十八岁小电影完整版高清| 艳妇乳肉豪妇荡乳XXX| 亚洲精品一区二区三区无码夜色直播| 和几个人发生过关系才会得hpv| 已满十八岁看的免费观看电视剧| 年轻人电影www| free性欧美群交party| 欧美怡红院成免费人视频| av男人天堂好男人影院| 将军抱着边走边吸| 暗黑爆料在线观看免费版动漫| 杨思敏被揉到高潮下不了床| - 鋁合金外殼在加工有哪些注意事項(xiàng)