科技有限公司")

推薦新聞
- 鋁合金在電子產(chǎn)品行業(yè)的應(yīng)用及發(fā)展趨勢(shì)
- 1系鋁合金特性及應(yīng)用
- 工業(yè)鋁型材導(dǎo)軌-效率提高者
- 新能源汽車動(dòng)力電池的發(fā)展走向如何
聯(lián)系方式全國(guó)服務(wù)熱線:17708671365
聯(lián)系人:唐賑偉 總經(jīng)理
手機(jī):17708671365
座機(jī):0757-81039905
傳真:0757-81039713
郵箱:admin@shijun5.com
咨詢熱線:400-603-1365
公司網(wǎng)站:www.lyrsmj.cn
地址:佛山市三水區(qū)白坭鎮(zhèn)三水大道南92號(hào)
歷史記錄
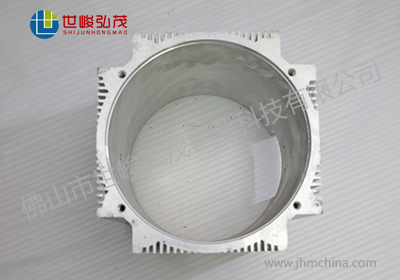
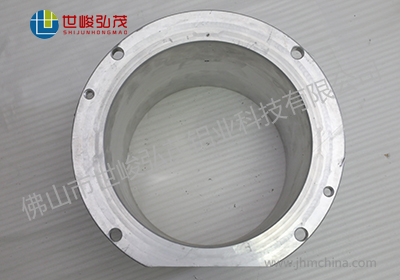
廣州電機(jī)外殼鋁型材報(bào)價(jià)
來(lái)源: 發(fā)布時(shí)間:2020-03-16 點(diǎn)擊量:1659
3.量具的存放地點(diǎn)應(yīng)保持清潔、干燥
,無(wú)震動(dòng)、無(wú)腐蝕性氣體
,且要遠(yuǎn)離溫度變化范圍大的地方或有磁場(chǎng)的地方
。量具盒內(nèi)存放的量具要清潔干燥,不準(zhǔn)存放其他雜物
。電機(jī)外殼鋁型材
擠壓三溫要嚴(yán)格按生產(chǎn)工藝要求控制
。采用合適的擠壓速度。2:操作精神集中
,調(diào)速平穩(wěn)
,壓力不能或高或低,換檔時(shí)手動(dòng)操作配合
。3:型材停機(jī)印前端和后端是死區(qū)或V3體積(鋁棒表層)鋁
,雜質(zhì)多,質(zhì)量差
,粘性不足
,故型材頭尾端擠壓速度要放慢。4:鋁棒表面要細(xì)膩干凈無(wú)油污
,內(nèi)部組織要達(dá)標(biāo)
。壓余正常留(棒長(zhǎng)的5%)
,再進(jìn)行測(cè)量
,否則會(huì)使量具磨損,并且還會(huì)影響測(cè)量結(jié)果的準(zhǔn)確性
。
高反射性和耐氧化性
。1)快進(jìn)與工進(jìn)在鋁型材加工程序中G00和G01都可以定義刀具的直線運(yùn)動(dòng),但它們的作用大有不同
,初學(xué)者容易混淆
。電機(jī)外殼鋁型材
或多檔調(diào)速之間速差明顯,換檔時(shí)速度轉(zhuǎn)換突快
。3:型材擠出時(shí)頭端上壓(沖壓)過(guò)快
,尾端跑速或未減速
,死區(qū)V3鋁大量的滲入。4:棒的質(zhì)量較差
,棒內(nèi)過(guò)燒
,大晶粒,疏松
。壓余(V3鋁)過(guò)薄
。5:模具流速比嚴(yán)重失調(diào)設(shè)計(jì)制造不合理。鋁型材外殼斷紋消除辦法:1:擠壓系數(shù)過(guò)大的型材改在小機(jī)臺(tái)生產(chǎn)
,以尋求合適的擠壓比
、G02、G03等)進(jìn)給速度由程序中F指令決定;快進(jìn)類指令(G00和部分回零指令)進(jìn)給速度不在加工程序中指定
,
一、鋁的基本性質(zhì)銀白色
,在潮濕的空氣中能形成一層防止金屬腐蝕的氧化膜
,相對(duì)密度2.7g/cm3,熔點(diǎn)660℃
,沸點(diǎn)2327℃
,比強(qiáng)度較高,電機(jī)外殼鋁型材
裝飾外表需求高的鋁型材必定要多上下前后翻轉(zhuǎn)
,以利散熱均勻,減少因散熱不均結(jié)晶度不一然后發(fā)生的橫向亮斑缺點(diǎn),特別是大寬面,壁偏厚鋁型材更要留意。6、在取料和移動(dòng)及拉伸過(guò)程中不得彼此碰擦、拉扯、堆疊、擁堵、纏繞在一起,應(yīng)彼此間預(yù)留必定的間隔。對(duì)易曲折、出料長(zhǎng)短的鋁合金型材要及時(shí)處置,
,鋁箔材
,
相關(guān)產(chǎn)品MORE
冷電機(jī)外殼鋁合金型材")
外殼鋁型材")

能電池盒鋁合金型材")
能電池盒鋁型材鋁制品")
大圓管鋁合金鋁型材-1")
外殼鋁型材1")
外殼鋁型材2")
熱點(diǎn)資訊MORE
- 鋁型材散熱器附著的雜質(zhì)問(wèn)題該如何解決?2022-05-12
- 鋁合金外殼在加工有哪些注意事項(xiàng)?2022-05-12
- 你知道鋁型材散熱器有哪些表面處理嗎
熱門標(biāo)簽:千王之王,78影视在线观看影片,姨母的绣感中字2,古惑仔1人在江湖,tvb电视剧2011真唐诗咏,我是火影现在叫什么,驯龙高手3在线观看,鹿鼎记2神龙教国语高清,云上的诱惑在线观看,索多玛120天,午夜dj的mv在线观看,玉蒲团 之性战,古墓丽影1电影下载,星辰变小说,狼牙 电影,cctv13在线直播观看,超能陆战队电影二維碼

掃一掃
,添加微信
米奇影院第四色| 揉?啊?嗯~出水了震动器韩漫| 97亚洲综合色成在线观看| 日本教师强伦姧在线观看| 女友的妹妹2免费观看完整版| WWW国产精品人妻一二区| 啦啦啦在线观看高清视频大全| 国内少妇人妻偷人精品XXX| 亚洲电影网站在在线播放| 三年片在线视频中国| 嗯啊奶顶出来了揉| 苍井空巨乳教师线观看| 精品国产一区二区三区久久久蜜桃| 周秀娜喜爱夜蒲吻戏| 新金瓶玉梅1一5集理论片| 天堂WWW888在线观看| 第九区qvod| 日本高清视频影片www| 曰批免费视频播放免费费| 暖暖在线观看 中文| 绿色qvod成人影院| 亚洲的VS日本的VS韩国| 村上丽奈在线观看| 数学课代表趴下让我桶免欣赏| 午夜在线观看短视频| 老司机AE欧美成人精品| 无人区在线观看完整免费版高清| weyvv5国产的suv视频| 大片在线播放| 野花社区日本最新免费| 国产成人影院一区二区三区| 苍井空50分钟无码| 另类 自拍 制服 经典 图片区| 国产精品| 亚洲精品无码MV在线观看网站| 喜爱夜蒲2完整电影| Xbox Series X vs Xbox Series X | 蘑菇视频在线观看入口怎么注册 | 韩国电影姐姐在线观看免费观看完整版| 欧美亚洲一区二区三区| 恶人想要抢救一下免费漫画| BIGBANG幼稚视频入门幼年| 成人毛片18女人毛片免费视频| 含羞草视频| 成人手机电影| 男生把困困放到女生坤坤视频高清 | 处处吻全程拉丝舌头| 扌臿辶畐的小说父女| 国产精品扒开腿做爽爽爽A片| 亚洲一卡2卡3卡4卡精品| 久久婷婷五月免费综合色啪| 国产精品99久久久久久人四虎| 九九影院午夜理论片无码| 日本VA欧美VA欧美VA精品| 妈妈的秘密| 性色少妇AV蜜臀人妻无码| 好男人的免费视频社区| 亚洲精品无码久久久久A片苍井空 日本三级三级2017视频免费还看 色戒 完整版在线 | 最近2019年中文字幕免费| 冲田杏梨k乳女教师未删减版| 国内精品福利自拍在线视频| 无人区手机在线观看免费| 草莓视频CAOMEI888| 国产精品嫩草影院在线观看| 免费视频下载| windows11国产| 日韩免费观看完整的电视剧| 免费观看已满十八岁电视剧彩漫画| 男得有爱在线观看| 巜办公室里的性服务2| 女朋友想放进去睡是什么心理| 51精品少妇人妻AV一区二区| 蜜桃成熟时| 桃花视频在线观看免费完整版| 久久婷婷五月综合丁香人人爽| www.crm.12| 色哟哟哟精品免费看视频| 把英语课代表的处破了视频| 《破外女2》高清完整在线观看| 国产无人区码一码二码三mba| 国人天堂VA在线观看视频| 调教超级YIN荡护士H| 18may19_XXXXXL56edui| 日本黄页视频免费看| 奈奈与薰的日记漫画| 15岁初中生免费播放电视剧| 善良妈妈的朋友3在完整有限公司中字| 日本熟妇乱码无码亚洲成A片| 暴躁妹妹csgo直播| 含羞草研究所在线视频| 大地影院MV高清在线观看| 美女视频免费高清视频| 怡红院院视免费视频| 色狠狠久久AV北条麻妃| 多部大尺度影片曝光| 无翼乌邪恶3漫画全彩口工花木兰 唐伯虎甜心vlog免费观看 | 小妹妹爱大棒棒免费观看电视剧| https://www.apibug.com| 帐中香by金银花露| 久久99精品久久久久久| 邪恶漫画无翼鸟网站| 中国人好看的免费视频在线观看 | 国产成人AAAAAAA毛片| AV无码免费看| 最新免费观看的电影| 草莓视频在线观看| 夜夜撸在线影院大色窝| 电影在线观看完整版高清免费观看| 一本道论坛| 姬丽哈泽尔10分钟| 17.c-起草网登录入口| 妈妈的朋友2电影中字翻译| csgo高清大片免费播放器| 久久热这里只有精品在线观看| 张家界新娘出轨内射| 我被体育老师c了一节作文课渺渺| 午夜爽爽性刺激一区二区视频Av| 九九八十一视频在线观看| 硬汉视频在线观看免费完整版| 两个?我一个bj40分钟宝宝| 欧美青春电影| 我顶顶顶你就哦哦哦是什么歌| 性欧美黑人巨大高清| 和邻居交换做爰4日| AV在线影院经典三级| 365sex| 免费三级在线观看视频| 亚洲 无码 制服 日韩| 羞羞漫画官方登录页面免费漫画入口下载| 无码熟妇AV人妻又粗又大| 呱呱呱视频在线观看| 亚洲色7315图| 色呦呦人人视频| 好男人在线视频观看视频| 边做边爱截了一小段| 日本人妻片无码中文字幕第一| 欧美变态重口另类AV| 我的漂亮女房东完整版在线中文| 最好免费观看视频片| www.1688.gov.cn| 99国国内清清草原免费视频| 美女裸体永久免费无遮挡视頻| 视频视频APP在线看| 在线看福利成| 国产又色又爽又黄又刺激视频| 叶辰萧初然小说免费阅读| 欧美性BBBBBXXXXXXX| 亲亲抱抱摸摸蹭蹭的刺激哔哩哔哩| 萝卜黄9.1| 坐在父亲紫色大龙上写作业 | 日日夜夜鲁| 少女播放视频大全| ptu机动部队人性| 拔萝卜高清在线视频观看| 宝宝好涨水快流出来免费视频软件 | 苍井空50分钟无码| 久草片免费福利片| 无码少妇XXXXX在线观看w| 色涩网| 九幺短视频软件安装免费| 国产美欧州欧美| ぱらだい天堂中文在线| 在线观看高清| 妈妈的朋友5中文高清电影在线观看| 午夜成人无码福利免费视频| jiapanese50欧美熟妇| 神马电影网dy888午夜| 亚洲在线视频自拍精品| 制服诱惑2| 五月天丁香人在线视频| 欧洲vodafone giffgaff免费| 乱码精品一卡2卡二卡三| 九·幺·9·1| 免费大片在线观看www| 大色窝 夜夜撸| 成人免费看吃奶视频网站| 樱花动漫官网| .人与动物交配| 女人荫蒂勃起后的视频大全| 波多野结衣种子| 1996杨思敏1一5集国语版在线观看| 动漫人物桶动漫人物在线观看| 日产特黄极日产| 真人作爱试看60分钟| 色欲来吧来吧天天综合影院网| 风间ゆみの熟女俱乐部| 忘忧草在线观看视频| 少妇无码太爽了视频在线播放| 成品短视频网站永不收费| 日日夜夜电影在线观看| b站刺激战场老阿姨经验分享| 啊按下开关震动太深了| 天津4s店员工与未成年视频| 国产精品久久A片777777| 色戒在线免费观看| 青柠视频免费观看高清在线| 日本成本人片免费网址| 到酒店房间开始热吻| 美女又黄又爽又乳的视频网站| 少妇我被躁爽到高潮A片张慧| AV人摸人人人澡人人超碰小说 | 忘忧草视频在线观看www | 怎么弄出白色粘液视频教程| 9.1国产nba免费看电影| 渔夫荒婬牲艳史在线播放| 苍井优体重| 天美麻花星空大全在线观看免费| 欧美 国产 日产 韩国| 十八岁完整版高清免费看| 亚洲色妇综合在线观看| 久草视频新免费| 2012中文字幕国语免费的| 精品国品一二三产品区别在线观看| 乖?好舒服?把腿张开| 高清avi视频下载| 女生呵啊呵啊呵啊叫什么歌| 妈妈的朋友电影免费高清完整版| 成人生活片| 数学老师一对一上门辅导| 野花社区在线观看免费高清完整 | 色戒| 一二三四免费观看视频韩剧| 不小心看见六年级的小馒头| 豪妇荡乳1一5潘金莲2| 少女吃春晚药第2集| 国产+爽+黄| 免费啪啪A片AAAA片老太婆交| 狠狠色丁香婷婷综合图片| 欧美 亚洲 制服 三级| 国产美欧州欧美| 国内精品视频更新在线观看| 51成人午夜福利性色AV| 老师没戴套子c了我一天视频| 成品网站nike777| 黑白日本mv和欧美mv对比| 夜里18款禁用B站APP入口| 日本一本大道高清视频dvd.| 蜜臀AV性久久久久AV蜜臀| 臭小子姨妈腰快断了第12集| 明明在线观看视频免费| jazzhiphop女rapper妈妈| 妈妈的朋友4 电影免费| 麻花豆传媒剧免费看国产剧| 国产人妻蜜桃色精品电影| 色琪琪www 618se con| 欧美videosgratis杂交| 宝贝我大不大你试试就知道了 | 波多野结衣全集| 妈妈吃了春晚药后| 日韩精品一区二区三区| - 你知道鋁型材散熱器有哪些表面處理嗎