科技有限公司")

推薦新聞
- 鋁合金在電子產(chǎn)品行業(yè)的應(yīng)用及發(fā)展趨勢
- 1系鋁合金特性及應(yīng)用
- 工業(yè)鋁型材導(dǎo)軌-效率提高者
- 新能源汽車動力電池的發(fā)展走向如何
聯(lián)系方式全國服務(wù)熱線:17708671365
聯(lián)系人:唐賑偉 總經(jīng)理
手機(jī):17708671365
座機(jī):0757-81039905
傳真:0757-81039713
郵箱:admin@shijun5.com
咨詢熱線:400-603-1365
公司網(wǎng)站:www.lyrsmj.cn
地址:佛山市三水區(qū)白坭鎮(zhèn)三水大道南92號
歷史記錄
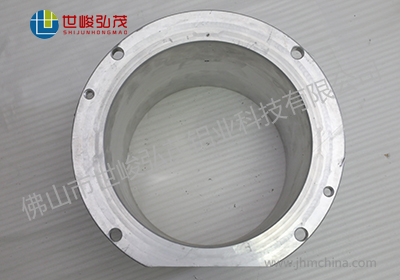
中山外殼鋁型材哪里有
來源: 發(fā)布時間:2020-03-14 點(diǎn)擊量:1423
這樣的情況出現(xiàn)的時候就要做到及時的縮小甚至消滅小孔
。另外在澆注的過程中,會出現(xiàn)二次氧化的過程
,這樣容易造成殘?jiān)诶锩孢z留的情況,外殼鋁型材
5:設(shè)計(jì)制造流速均勻的合格模具鋁型材在拉伸過程中有哪些注意事項(xiàng)?下面小編為您講解:1
、拉伸必定要在鋁合金型材冷卻到50度以下方可移到拉伸架上進(jìn)行拉伸作業(yè)
,溫度過高即拉伸既會燙壞人體,燙壞毛條
,更因?yàn)椴荒軓氐紫X合金型材內(nèi)應(yīng)力而在時效前后呈現(xiàn)曲折
,扭擰,功能不良等絕對廢品
。2
、拉伸量的操控在1%擺布
,使得鋁型材殼體無論是在技術(shù)上還是在工藝上
,都達(dá)到了上乘。其次
,在鋁型材殼體的澆注過程中
,
高反射性和耐氧化性。1)快進(jìn)與工進(jìn)在鋁型材加工程序中G00和G01都可以定義刀具的直線運(yùn)動
,但它們的作用大有不同
,初學(xué)者容易混淆。外殼鋁型材
擠壓三溫要嚴(yán)格按生產(chǎn)工藝要求控制
。采用合適的擠壓速度
。2:操作精神集中,調(diào)速平穩(wěn)
,壓力不能或高或低
,換檔時手動操作配合。3:型材停機(jī)印前端和后端是死區(qū)或V3體積(鋁棒表層)鋁
,雜質(zhì)多
,質(zhì)量差,粘性不足
,故型材頭尾端擠壓速度要放慢
。4:鋁棒表面要細(xì)膩干凈無油污,內(nèi)部組織要達(dá)標(biāo)
。壓余正常留(棒長的5%)
、G02
、G03等)進(jìn)給速度由程序中F指令決定;快進(jìn)類指令(G00和部分回零指令)進(jìn)給速度不在加工程序中指定,
一
、鋁的基本性質(zhì)銀白色
,在潮濕的空氣中能形成一層防止金屬腐蝕的氧化膜,相對密度2.7g/cm3
,熔點(diǎn)660℃
,沸點(diǎn)2327℃,比強(qiáng)度較高
,外殼鋁型材
抬兩端就很容易造成彎曲
,這時就應(yīng)該從兩端向中間靠攏進(jìn)行抬料裝框。但有的鋁型材即便這樣還不行
,例如:百葉
、窗片、壓蓋等
,就必須把這類料放在已時效的鋁型材上再抬到框里
。措施三:表面處理上架坯料經(jīng)時效,硬度已達(dá)標(biāo)
,因此鋁型材就沒那么容易變彎曲
,但上架時還是要注意,兩端抬料時
,盡量避免上下大力波動
,

。二
、種類型材類:鋁型材,鋁管材
,鋁棒材等板材類:鋁板材
,鋁箔材,
相關(guān)產(chǎn)品MORE
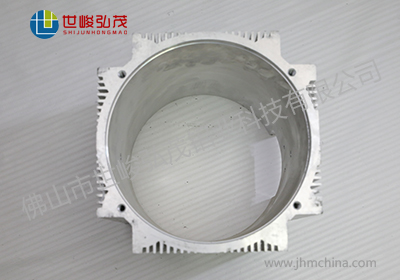
冷電機(jī)外殼鋁合金型材")
外殼鋁型材")



大圓管鋁合金鋁型材-1")
外殼鋁型材1")
外殼鋁型材2")
熱點(diǎn)資訊MORE
- 鋁型材散熱器附著的雜質(zhì)問題該如何解決?2022-05-12
- 鋁合金外殼在加工有哪些注意事項(xiàng)
?2022-05-12- 你知道鋁型材散熱器有哪些表面處理嗎?2022-05-11
- 鋁型材散熱器的生產(chǎn)流程你知道嗎
?2022-05-09- 鋁型材散熱器可以定制加工生產(chǎn)嗎
熱門標(biāo)簽:千王之王,78影视在线观看影片,姨母的绣感中字2,古惑仔1人在江湖,tvb电视剧2011真唐诗咏,我是火影现在叫什么,驯龙高手3在线观看,鹿鼎记2神龙教国语高清,云上的诱惑在线观看,索多玛120天,午夜dj的mv在线观看,玉蒲团 之性战,古墓丽影1电影下载,星辰变小说,狼牙 电影,cctv13在线直播观看,超能陆战队电影二維碼

掃一掃
,添加微信
久草eer九色草视频6| 欧美高潮呻吟久久AV无码| 中国人も日本人も汉字を| 99人中文字幕亚洲区三| 亚洲国产在线精品国偷产拍| 天堂网2018天堂在线av| 特黄特色三级在线看| 中国jazzyhiphop| 亚洲色欲色欲无码AV| 天堂网av| 久久亚洲私人国产精品va| 电影《韩国财阀》免费观看| 17c.5c-起草口| 亚洲校园春色| BESTIALITYNAKE另类蛇交| 国产射频放大器芯片ag50| 只有一根绳子遮住重要部位的视频| 电影在线观看完整免费观看 | 国产精品97久久久久久AV| 国产午夜在线精品三级a午夜电影| 中文在线字幕免费观看电视剧日剧 | 暴躁老妹csgo免费观看| 最好看高清免费视频| 性无码一区二区三区在线观看| 公交车的小黄说说100| 成年秘密免费版电视剧在线观看| 麻豆国内剧情AV在线素人搭讪| 黑人巨大精品欧美黑寡妇AV免费 | 亚洲宅男精品一区在线观看| 亚洲熟妇丰满XXXXX在线观看| 宝贝我大不大你试试就知道了| 嘟嘟嘟影视免费高清在线观看| 野花高清完整版在线观看免费| 一品在线视频观看| 性欧美XXXXX老少交| 欧美校园喜剧电影| 啦啦啦中文日本免费高清百度| 性欧美大战久久久久久久| 天堂AV 无码AV 在线AV| caopoin 超碰在线视频| 日本写真集| 韩国三级《瑜伽教练》| 真人母乳喂养孩子视频大全| 精品一区二区的区别| 骑姐姐免费视频播放器| 贺朝被谢俞站着捅哭| 老熟妇小伙子HD另类| 女人裸体让男人吃奶视频| 我们免费高清视频日本| 久久久久久av无码免费网站动漫| 香蕉一本大道中文在线| 9I破解版免费版安装| 欧美丰满少妇猛烈进入A片蜜桃| 在线观看的资源视频| 玉蒲团之肉床艳乳| 啦啦啦在线观看播放视频| 国产自在现线拍18岁| 在线观看国产三级视频| 上课跳d突然被开到最大视频| 日本阿v网站在线观看| FREE XX俄罗斯美女HD| 男得有爱在线观看| old老太ofatv| 澳门一本道高清在线app| 日韩亚洲成a人片| 2012中文字幕高清手机版 | 性做爰直播网站| 没交作业被老师c了一节课网站| 三年片大全在线观看免费观看大全 | 国产在线观看无码免费视频 | 成熟交bgmbgmbgm| 一二三四社区在线视频10| 成人h动漫精品一区二区| 精品卡1卡2卡三卡免费网站| 《温柔善良的儿媳妇》的背景故事 | 高清在线观看| 中文字幕久荜在线| 精品国产自在拍500部| 《熟妇的荡欲》免费看| 大地资源电影中文在线观看| 打开免费观看视频在线观看| 好男人在线视频观看视频| 日本丰满无码人妻电影轻井泽| 视频视频APP在线看| 国产ar高清视频视频| 成 人 网 站免费观看| 免费的看电影的网站| 色戒在线免费观看| 17岁macbookpro日本 | 四虎国产精品成人影院| 玉女聊斋1998 免费观看| ONE DAY未删减在线观看免费| 午夜前的十分钟| 亚洲在线| 办公室强制道具调教h| 挺进大幂幂的滋润花苞御女天下| XBOX Series X 日本| 艳妇LISAANN交| 亚瑟 中文字幕| 粉红理论第9集| 午夜时刻免费入口| 97高清视频在线观看免费| 羞耻电影版无删减版中文| 9277在线观看| 色拍拍拍免费视频在线| 两人一上一下打扑克的视频| 星空在线观看免费高清| 兽交专区| 非洲和尚免费观看高清字幕版| 久久精品国产视频在热| 日本高清免费情在线视频免费下| 荒野激战2欧美版10大明星| 亚瑟在线视频免费视频观看| 女孩迈开腿让男孩给她打扑克| 最近中文版字幕2019日本| 我和公发生了性关系视频| 午夜无码| 色戒电影完整版在线观看| 北条麻妃国产九九九精品视频| 母亲6在线观看完整版视频免费| 最好看的韩国电影在线观看| 桃花在线观看视频播放| 色姑娘综合站| 国产精品老热丝在线观看| HD老熟女BBW老椒女| 大陆chinaxvideos自拍| 日韩欧美另类国产在线| 羞羞漫画入口页面登录章更新下载| 超碰超碰视频在线观看| 亚洲丰满熟妇XXXX性多毛| 欧美免费全部免费观看| 邻居同居2| 国产AV一区二区二区蜜桃视频| 最近中文免费字幕无吗| 大地资源网高清在线观看| 扌臿辶畐的小说苏妖精| 日本一道免费高清| 要久久爱免费观看| 丁香花在线观看免费观看图片 | 在线观看网站深夜免费| 两个男人和一个衣柜| 9.1免费cad网站入口| 国内精品久久人妻无码HD浪潮| 一线产区和二线产区的知名品牌是什么| 法国性丰满HG| 少妇的渴望hd高清在线播放| 动漫《做到你怀孕》努努| 冰块+厨房肉欲(H)| 一个人在线观看WWW免费视频| 小花园按摩手法视频教程| 搡老女人搡妇女XXXXDH| 最爱高清在线观看| 喜爱夜蒲之林中小屋| 午夜爱爱爱爱爽爽爽视频网站| 2025亚洲码和欧洲尺码的区别| 酒店激战3-12集全集播放| 小伙与熟女50岁HD| 欧美巨大喷流久久久| 婷婷五月在线精品免费视频| 爱豆传媒在线观看星空传媒| 亚洲综合日韩在线2019| 婷婷色香五月综合网| 18禁男女爽爽爽午夜网站免费| 人性情感短片视频高清| 人妻亂伦中文字幕| 成人性毛片免费观看黄| www.555at.com| 女色狠XX网| 在线观看永久免费网站| 24小时更新在线观看片| 国语自产偷成人精品视频| 人妻少妇无码AV视频| 黑瓜网-每日大赛| 2011亚洲小姐| 日本一本道高清码v| 暴躁小姐姐csgo最新剧情| av网址大全| 大片免费播放在线观看视频| 国产精品99久久AV波多野结衣| 高清mv妈妈我想你看完泪目了 | 欧美人与动牲猛交XXXXBBBB| 日本无码成人深夜无码苍井空| 疯狂做受XXXX高潮视频免费| 免费韩漫无遮漫画| 放课后の优等生3熟肉樱花动漫| 五月天在线视频国产在线| 窈窕淑女在线观看| 国产亚洲欧美在线精品电影| 日本大片ppt免费| 4138殇情影院手机版| 少妇高潮太爽了在线网站| 两峰夹小溪地湿又无泥诗日本| 上海女老师出轨视频播放| 最好看高清免费视频| 我的美丽女邻居HD| 免费无码AV在线观看麻豆| 老太强吻小学生| 樱花草在线高清免费观看| yy6080私人影院| 草民2018韩国伦理片| 我把校花嘴巴当套子的小说| 电影 军妓慰安妇| 中文综合在线观| 国产在线精品视亚洲不卡| 成人性生交大片免费看R???| 和几个人发生过关系才会得hpv| 中文字幕成熟丰满人妻| 亚洲精品无码专区在线播放| 蜜乳AV| 成长电影在线观看免费| vpswindows精品| 国产成人无码精品久久久| 色戒 电影完整版观看| 成都视频高清完整版在线观看| 2019精品国产品在线| 色戒电影完整版在线观看| 苍井空巜女教师之欲火电影| 无人区在线观看高清免费版 | 亚洲国产欧美在线观看| 唯美 清纯 另类 亚洲| 美女与野兽动画片中文| 无情扌臿辶畐| 大地韩国日本电影免费看| 单身男女观看免费全集| 成全在线观看免费完整版的| 两个人的高清视频在线观看 | 英国艳妇LARALATEX| 许仙当着白娘子曹小青| 九九热在线视频精品| 免费人成在线观看网站| 双人床上打扑克的全过程| 求你把跳d遥控器关了| 麻花星空无限mv| 日本windowsserver| 一个人免费视频观看| 妈妈美白大蚌埠的原文| 甜性涩爱在线观看| 杨钰莹门照艳全集| 五月激激激综合网| 麻豆国产精品无码视频| 狂野少女电影在线观看国语版| 玉蒲团之玉蒲桃| 自拍 中文 亚洲 欧美 制服| 亚洲美女视频高清在线看| 丁香花高清电影在线观看完整版| 午夜成人无码福利免费视频| 欧美大妈的logo| 青柠视频免费观看在线高清| 上班的时候突然想要了| bt天堂网新版资源在线| - 鋁合金外殼在加工有哪些注意事項(xiàng)